Rezanje pločevine z ročnimi škarjami ali mlinom je težaven, dolgotrajen in travmatičen proces, vendar se največje težave pojavljajo pri predelavi valovitega in profilnega kovinskega izdelka. In če so tudi na oddaljenih krajih, potem je skoraj nemogoče izvesti katerokoli operacijo. Ni problema, da bi se spoprijeli z električnimi škarjami za kovine. Ta članek opisuje, kaj so, kako se razlikujejo, kako delujejo in kaj je treba upoštevati pri izbiri orodja.

Konstrukcijske lastnosti kovinskih škarij za kovino
Zunaj kovinske škarje za kovino so podobne majhni kotni brusilki (bolgarski). Kompaktni modeli imajo ozko, podolgovato telo, ki se nahaja na priročnem mestu. Večje in močnejše možnosti za zavijanje dlani so težje, zato so opremljene z zunanjim ročajem. Za izdelavo telesa električnih škarij uporabljamo odporno proti udarcem konstrukcijsko ABS plastiko. 2'11 "2" 1. Večstopenjski menjalnik; 17 ' 2. 16 delovno vozlišče; 16 zaščitna plošča; Plastično ohišje z vgrajenim elektromotorjem;
15. Električni kabel.
Električni motor se nahaja v notranjosti plastičnega ohišja instrumenta, v prednjem delu pa je večstopenjski menjalnik v kovinskem ohišju. V tem vozlišču se rotacijsko gibanje vretena pretvori v izmenično, zaradi česar se aktivira rezalno orodje. Delovna enota deluje po principu ročnega mehanskega orodja: v konstrukcijo vključuje statične in premične elemente, pri katerih se prereže pločevina.
Električne škarje za kovino se razlikujejo v načinu, kako se material deformira - obstajajo modeli nožev, ki podobno platno režejo na gospodinjske škarje, stroje za vrezovanje in izsekavanje, ki so podobni pisarniškemu udarcu.
Delovna telesa različnih vrst elektrosilcev na kovini:Prednosti elektrosilcev za kovino
O funkcionalnih značilnostih specifičnih modifikacij elektrosilcev bomo govorili kasneje, zdaj pa bi rad. se osredotočamo na vrline, ki so del vseh teh naprav. Torej:
Vrste in modifikacije električnih škarij za kovino
Obstajajo tri glavne vrste električnih škarij, ki se razlikujejo po funkcionalnem namenu, obliki in principu delovanja. Tako so vsi modeli razdeljeni na liste, spline in rezalne različice. Nato podrobno proučite značilnosti vsake vrste.
> Električne škarje za ploščeTo orodje je po svojih konstrukcijskih značilnostih in principu delovanja najbolj podobno gospodarskim škarjam. Statični nož je pritrjen na trdni podporni element v obliki podkve v vodoravni ravnini. V navpični (navpični) ravnini premičen nož deluje s premikanjem. S ponastavitvijo ležajne blazinice lahko nastavite režo med zgornjim in spodnjim nožem ter nastavite elektrosisce za delo z materialom določene debeline.

+ Prednosti pločevinastih elektrosilcev 87>

- Pomanjkljivost je v tem, da je možno začeti rezanje obdelovanca z listnimi škarjami le z njegovega roba.
- Poleg tega je za take naprave značilna nezadostna okretnost pri izvedbi ukrivljenih rezov in oblikovanih profilov.
- Poleg tega imajo nekoliko zapleteno obliko.
- sposobnost, da se začne rez od katerega koli dela obdelovanca (lahko se uporablja za izdelavo lukenj);
- stroj ravna z lokalno neravnostjo jeklene pločevine (gube);
- pri rezanju, plošča ni deformirana;
- Električne škarje s prerezom za kovino dobro držijo nastavljeno linijo,
- ozek nos naprave omogoča udobje dela na težko dostopnih mestih.
- Modeli so najšibkejši od vseh modifikacij, saj je največja debelina materiala, ki jo lahko obdela, le 2 mm;
- imajo impresiven polmer obračanja;
- kratko delo spodnjega premičnega noža.
- najmanjši polmer obračanja med drugimi modeli električnih škarij;
- razširjena funkcionalnost (lahko hitro zamenjate rezalne elemente);
- > dobra vidljivost delovnega območja;
- možnost rezanja ne le z roba, temveč tudi iz sredine obdelovanca (najprej izvrtajte luknjo);
- zelo čist rez, brez deformacij na agotovke
- priložnost za delo z debelimi presledki (večina die-cut Electroscissors imajo pomembno tržno močjo).
- izobraževanja v procesu izrezovanja odpadkov v obliki ostrih kovinskih "konfetov" v obliki srpa, obilno poškropljenih čevljev in oblačil operaterja;
- je težko obdržati ravno linijo reza,
- slabo prepustnost v območjih razlike v debelini (na primer, snacking) krat).
Električne škarje
Ta modifikacija ima tudi par nožev. Eden od njih je pritrjen na vrhu, pritrjen je, ima U-obliko in dva rezalna robova. Spodnji nož opravlja vzajemno gibanje v navpičnem položaju in vstopa v utor fiksiranega zgornjega elementa električnih škarij. Pri rezanju nastanejo tanki spiralni čipi. Funkcija prilagajanja vrzeli med noži je na voljo tudi tukaj, kar omogoča, da se naprava prilagodi debelini določene pločevine.
Pri visokokakovostnih modelih se čipi dvignejo navzgor in stransko, ne da bi posegali v pogled in ne poškodovali obdelovanca. Stružnice se redno rezajo s posebnimi kleščami.

Električne škarje za štancanje
Električne škarje za štancanje so v bistvu miniaturni stiskalniki, ki jih je mogoče ročno premakniti vzdolž mreže v določeni smeri. Zasnova te opreme vključuje enake elemente kot nepremična oprema za obdelavo kovin - matriko in luknjač.
Matrika je statični element kvadratne ali okrogle oblike, pritrjen v držalo matrice. Udarec je udarec, ki je premikajoči se del opreme. Vgrajen je v drsnik, ki omogoča gibanje, ki se prenaša z ročičnim mehanizmom. Oblika udarca je popolnoma skladna z obliko matrice. Če je potrebno zamenjati enega od elementov, se spremenijo v parih.Elementi za štancanje v obliki okrogle oblike so namenjeni za delo s tankimi pločevinastimi materiali (do 3 mm) in kvadratnimi - za debelejše polizdelke. Matrix in punch imata funkcijo brezstopenjske 360-stopinjske rotacije, kar omogoča preprosto ukrivljenost. Da bi lažje dosegli zelo težko dostopna območja, lahko matriko fiksiramo s kotnim intervalom 90 °.
V postopku rezanja izsekanih elektrosiscev drobilnik izreže luknje v kovinski plošči, iz katere se tvori neprekinjen tir s širino, ki je enaka premeru luknjice.Nekatere škarje za izsekavanje so izsekalne škarje za valovite pločevine z visokim ključem.
- visoke manevrske sposobnosti in vsestranskosti
Kako izbrati električne škarje za kovine
Govorimo zdaj o tem, kako izbrati električne škarje za kovine. Najprej je treba določiti posebnosti prevladujočih del. Po izkušenih obrtnikih, ki so v svoji praksi uporabljali različne vrste električnih škarij, so najbolj vsestranski stroji za rezanje, in sicer pločevinasti modeli. Na primer, za namestitev prezračevanja - to je idealna možnost. Električne škarje lahko razvrstimo med orodja za rezanje. Odlične so za delo s tanko pločevino na težko dostopnih mestih, na primer za popravila karoserije. Vysekny modeli so primerni za uporabo pri opravljanju strešnih del, saj se popolnoma spopadajo z rezanjem reliefnih površin - profesionalne talne obloge, kovinske plošče, valovit, itd.Vendar pa je pri izbiri potrebno voditi ne le glede značaja prihodnjih del, temveč ter o tehničnih značilnostih in sposobnostih samega orodja.
Vrsta napajanjaObstajajo modeli baterij in omrežij. Na primer, za strešne kritine je glavni dejavnik mobilnost, ker ni mogoče povezati stroja z omrežjem na strehi. Poleg tega akumulatorske naprave nimajo nevarnosti poškodbe kabla na ostrih robovih strešnih elementov. Vendar je treba opozoriti, da imajo mobilne električne škarje omejitve glede moči in časa delovanja. S pomočjo akumulatorske naprave lahko izrežete jekleno pločevino z največjo debelino 1,5 mm, skupni posnetek za polnjenje pa je v najboljšem primeru 70 m. Pri izbiri mobilnega modela bodite pozorni na število rezervnih baterij in njihovo hitrost polnjenja.
Moč povprečnih elektrosisnikov se ne more imenovati visoka - se giblje med 300-650 W. Seveda ta kazalnik vpliva na učinkovitost elektrosisnikov in sposobnost, da se soočijo z določeno debelino kovine. Pri izbiri močnejšega orodja je treba opozoriti, da bo zaradi velikosti nožev trdna masa in večji polmer obračanja. Izbira v tem primeru bo odvisna od vaših potreb.
Frekvenca gibanja rezanjaHitrost in "čistost" postopka rezanja kovinskih delov sta odvisni od tega merila. Višja kot je hitrost elektrosiskarjev, ostrejša linija rezanja. Praviloma lahka, a ne zelo močna orodja, delujejo hitro in čisto, enote z visokim navorom pa so počasnejše in površne. Pri primerjavi frekvence giba je treba upoštevati parametre istovrstnih indikatorjev, tj. Pločevino s ploščo, izsekavanje - z napravami za izsekavanje. Najboljša možnost so električne škarje, ki imajo funkcijo prilagajanja frekvence udarca, kar vam omogoča prilagoditev orodja specifičnim pogojem in specifičnim značilnostim materialov.
Indikator največje debeline kovineTa značilnost je določena z izhodno močjo elektrosilcev in njihovimi konstrukcijskimi značilnostmi. Pozornost je treba posvetiti takim kazalnikom, kot je gib rezalnega elementa, da se določi največja debelina kovine, ki jo je treba razrezati, in kategorijo kovin, s katerimi se dela (blago jeklo, močno jeklo, aluminij).
 b> Ergonomija
b> Ergonomija Električne škarje za kovine so oblikovane tako, da se držijo z eno roko, tako da se lahko drugi roki fiksirajo obdelovanec. V zvezi s tem sta zelo pomembni oblika in oblika telesa stroja (debelina, prisotnost valov in oblog). Vendar pa je pomembna tudi sposobnost držanja naprave z dvema rokama pri opravljanju določenih operacij, zato bodite pozorni na to, ali komplet vsebuje odstranljiv ročaj.
Možnost izvedbe za zagonsko vozlišče
Glavna zahteva je, da je stikalo zaklenjeno med delovanjem. Prav tako mora preveriti, ali je stikalo "izbito", ko vibrira. Tudi mesto gumba je pomembno merilo.Na takšnem mestu mora biti na telesu, tako da je primerno priti do prstov, vendar je bila izključena možnost nenamernega stiskanja.
stopnja funkcionalnosti rezalne enote
Pri izbiri orodja se posvetujte o obsegu nastavitev razdalje med rezili in ali je taka funkcija sploh na voljo. Poleg tega cenite, kako preprosto je zamenjati rezalno orodje (noži, matrice, udarni noži). Vprašajte, ali so električne škarje opremljene z rezervnim orodjem in, če ne, ali je možno, da ga sami kupite, pa tudi, ali so primerne druge komponente drugih proizvajalcev.
Izbira električnih škarij za kovine, odvisno od opravljenega dela
| Obdelava robov, obrezovanje robov | Ravne rezine → | Visoka kakovost rezanja → | Škarje za listov | ||||||||||||||||||||||||||||||||||||
| Kakovost nizkega rezanja → | Vissechnye škarje | ||||||||||||||||||||||||||||||||||||||
| Visoka rezalna hitrost → | Pločevne škarje | ||||||||||||||||||||||||||||||||||||||
| Nizka rezalna hitrost → | Škarje za rezanje | ||||||||||||||||||||||||||||||||||||||
| Velika napajalna sila → | Škarje za listov | ||||||||||||||||||||||||||||||||||||||
| Nizka napajalna sila → | V Visoke škarje | ||||||||||||||||||||||||||||||||||||||
| Ukrivljeni rezi → | Zunanje krivulje → | Škarje za listov | |||||||||||||||||||||||||||||||||||||
| Notranje krivulje, veliki polmeri → | Škarje z peskom | ||||||||||||||||||||||||||||||||||||||
| Notranje krivulje, majhni polmeri → | |||||||||||||||||||||||||||||||||||||||
| Ravne rezine → | Tanke pločevine → | Škarje za rezanje | |||||||||||||||||||||||||||||||||||||
| Tanke in debele pločevine → | Nibblers | ||||||||||||||||||||||||||||||||||||||
| > | Tanke in debele pločevine → | B Visoke škarje | |||||||||||||||||||||||||||||||||||||
| Ukrivljeni kosi majhnega polmera → | Tanke in srednje kovinske plošče → | zarezane škarje z spodnjim rezom | |||||||||||||||||||||||||||||||||||||
| Rezanje v kovinskih pločevinah | |||||||||||||||||||||||||||||||||||||||
| ukrivljene reze → | tanke in debele kovina → | Škarje z navojem | |||||||||||||||||||||||||||||||||||||
| P> | P> | P> | P> | P> | P> | P> | P> | P> | P> | P> | P> | P> | P> | P> | P> | P> | P> | P> | lahki in srednje kovinski listi → | Klešče z spodnjim rezom | |||||||||||||||||||
| Rezanje profiliranih listov | |||||||||||||||||||||||||||||||||||||||
| valovite pločevine → | Visoka škarje (posebna matrica), škarje za štancanje za trapezni profil. | ||||||||||||||||||||||||||||||||||||||
| Plošče z nizko trapezno rebro → | |||||||||||||||||||||||||||||||||||||||
| Plošče z visokim trapeznim gubanjem → | Škarje za trapezni profil. |
Kako uporabljati električne škarje: podrobna navodila
Prvi koraki in prvi varnostni ukrepi
Rezila so zelo ostra in se hitro premikajo, zato Z orodjem ravnajte zelo previdno. Ne morete ga takoj vklopiti v omrežju - najprej se prepričajte, da gumb "start" ni aktiviran. Če ni, ga premaknite v varni položaj. Tukaj - samo zdaj lahko vklopite vtič.
Pred začetkom rezanja:- Potrebno je trdno pritrditi pločevino, ki jo želimo rezati. V nasprotnem primeru se bo tresel, kar bo pokvarilo rezano linijo. Če pločevine ni mogoče trdno pritrditi, jo vsaj trdno pritisnite na ravno površino (na primer mizo, delovno mizo).
- Za zaščito vaših oči in rok morate obleči rokavice z masko.

Skrivnost plošče
Da bi bila lepa in kakovostna, morate delati previdno in previdno. Še posebej, če se morate spopasti s tako kompleksnimi materiali, kot je profilirana pločevina ali kovinska ploščica.
Tukaj je nekaj pravil, ki vam bodo pomagala narediti vse "do pet":- Izreži, trdno držite orodje in ga pošiljajte pravokotno na obdelovanec list. Z nagibanjem naprave na stran (tudi najmanjšo) namesto ravne črte dobimo cik cake z stopnicami.
- Ko morate sredico pločevine prerezati, morate na tem mestu z vrtalnikom najprej izvrtati luknjo. Nato od tam začnite rezati z režami ali udarnimi elektrosilci.
- Če želite, da delo poteka hitreje, vzemite motorno olje (ali mešanico 7 delov kerozina in 3 dele terpentina). Sestavek se nanese vzdolž linije rezanja.Poleg tega ne bo odvečno razmazati matrico z udarcem vsakih 10-15 minut.

Razdalja med lopaticami škarij in njeno nastavitvijo
Ta parameter se lahko spremeni ne za vse vrste električnih škarij, ampak samo na pločevinastih strojih. To je potrebno, ko se najprej izreže debela pločevina, nato pa tanek list (ali obratno). Recimo, da je strojna pločevina debela 0,7 mm. V tem primeru morajo biti noži bližje drug drugemu. Če je naslednja naloga rezanje aluminija z debelino od 2 do 3 milimetre, se morajo rezila ločiti na ustrezno razdaljo. Za prilagoditev morate odviti posebne vijake (nastavitev). Po nastavitvi želene razdalje med noži je treba vijake dobro zategniti.
Celotna resnica o vibracijah
Če je orodje visoke kakovosti, potem nič ne sme vibrirati nikjer. In če menite, da so vibracije prisotne, lahko to pomeni morebitno okvaro naprave. Drugi vzrok za vibracije je rezalni material, ki ni primeren za to orodje. Na primer, bolj gosta kot sprejemljiva. Ali valovite.
Da ne bi pokvarili instrumenta, preberite navodila. Podrobno opisuje, s kakšnimi materiali lahko škarje delujejo, kot tudi njihove največje dovoljene lastnosti (gostota, na primer).Nasveti za povečanje trajnosti električnih škarij
Seveda vsi želijo, da njihova oprema deluje čim dlje. V primeru škarij vam bo pomagalo naslednje:

| Nasvet # 1. Pravočasna zamenjava rezilnih nožev. Če delate s topim instrumentom, ga lahko zelo hitro uničite. In rezane linije bodo ukrivljene, z nazobčanimi robovi. |
|

| sveta # 2. Med delom ne pozabite občasno dovoliti, da naprava miruje, tako da ima ogreti motor čas, da se ohladi. Priročnik navaja, kako dolgo lahko traja neprekinjeno delo (običajno 10 ali 15 minut). | |

|
Nasvet # 3. Ne prerežite tam, kjer je preveč vlažna ali prašna. V prvem primeru lahko pride do kratkega stika, v drugem primeru pa so lahko prezračevalne odprtine zamašene (zaradi česar se bo motor hitro začel pregrevati). | |

| Nasvet # 4. Po končanem delu s čopičem dobro očistite prezračevalne odprtine in delovna telesa, ki bodo ostala daljša. |
O varnosti pri delu
Naslednja preprosta pravila vam bodo pomagala, da ne poškodujete ali zlomite nove naprave:
- > Po dvigovanju električnih škarij, preden jih vklopite, jih pregledajte. Preverite, če so bili pritrjeni vijaki rezil odstranjeni, če so kjerkoli razpoke.
- Ne morete delati, če je kabel ali električni vtič poškodovan (dvojna izolacija je zanesljiva zaščita pred električnim udarom in mora biti nedotaknjena). Moč v omrežju mora ustrezati normi - 220 voltov.
- Pri uporabi električnih škarij, rezanih ali z režami, pazite na zaščito oči - nosite posebna očala. Čipi, ki letijo med delom, je nevarna stvar. Poleg tega je zelo vroče, zato se ne dotikajte njenih rok. Bolje je, da se zaščitite z rokavicami.
- Linija rezanja je ostra kot nož, zato je bolje tudi, da se je ne dotaknete - lahko se slabo poškodujete.
- Menjalnik aparata je lahko pri rezanju zelo vroč. Da se ne bi opekli, se ga ne dotikajte v procesu dela ali takoj po njegovem zaključku.
Sodelujte v raziskavi:
Iskanje
povezani članki
tabela vlage iz lesa, določanje vlage
Ne glede na to, kje je predvidena uporaba lesnih surovin - v gradbeništvu, proizvodnji pohištva ali stavbnega pohištva - njena vlažnost bo glavni kazalnik kakovosti in trajnosti končnega izdelka. L...
Kako začeti popravila v kopalnici

Kopalnica je ena od posebnih sob v vašem stanovanju, njeno popravilo pa je treba obravnavati s posebno pozornostjo. Konec koncev, tukaj je v velikih količinah in pogosto nalije vodo, v tej sobi so v...
Hiša iz lastne roke

Ko začnete graditi, želite, da se vse opravi čim prej, ceneje in bolj zanesljivo. Vsi ti dejavniki lahko lastne roke zadovoljijo zgrajeno hišo ogulnikov. Gradbeni material lahko izdelamo samostojno....
Zavese v notranjosti - kombinacija barv, izbirnih pravil, fotografskih idej
Pri načrtovanju prostora strokovnjaki posvečajo pozornost dejstvu, da zavese v notranjosti igrajo končno vlogo. Podobi in slogu prostora dajejo končni videz. Desna zavesa je harmoničen naglas, ki kr...
Knots truss sistem: metode pritrditve
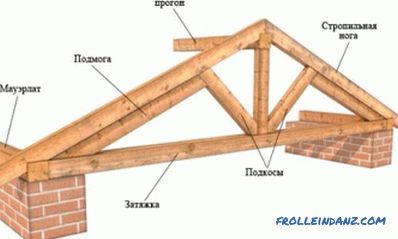
Na začetku načrtovanja mansardne strehe je izbran sistem splavarjev, ki služi kot nosilna konstrukcija. Tip strešnega sistema je določen glede na vrsto strehe. Konstrukcija rešetkastega sistem...