Profilne cevi se pogosto uporabljajo pri konstrukciji kovinskih konstrukcij, pri izdelavi okvirjev za rastlinjake, izdelavi podpor ali jambov, ki so izpostavljeni vibracijam, pri namestitvi ograj. Cevi so kvadratne in pravokotne, včasih ovalne oblike. Naučite se variti profilno cev tako, da je izdelek trpežen in da je šiv lep.
Kaj je profilna cev
 Profilne cevi
Profilne cevi
Profilna cev je vrsta kovinski, izdelan je z oblikovanjem iz okrogle cevi. Po termični deformaciji se odstrani kovinski stres. Material za izdelek je ogljikovo jeklo ali nerjaveče jeklo. Prerez cevi je od 10 * 10 mm do 500 * 400 mm. Debelina sten je od 1 do 22 mm. Takšne cevi imajo pomembne prednosti:
- Velik izbor velikosti vam omogoča, da izberete material za vse kovine.
- Standardne velikosti olajšujejo stike delov.
- Enotna debelina cevi omogoča zanesljiv šiv.
- Gladka površina izdelka.
- Teža cevi je manjša kot pri vseh kovinskih valjanih izdelkih, katerih konstrukcija je lažja.
Pred varjenjem profilne cevi je vredno razmisliti o nasvetih strokovnjakov o tehnologiji dela. Za varjenje jeklenih cevi se uporabljajo znane vrste varjenja: električni, plinski, kontaktni in polavtomatski. Oglejmo si podrobno, kako pripraviti profilno cev na vsak način.
Električno obločno varjenje
Enostavna uporaba in visokokakovostni šiv, kot tudi možnost uporabe obločnega varjenja za delo na težko dostopnih mestih, je to metodo zelo priljubila. . Uporaba pri izdelkih z debelino stene več kot 4 mm zahteva pripravo roba. Za delo potrebujete varilni stroj, ki ga lahko najamete, če ga nimate.
Profilna cev je privarjena na različne načine: s prekrivanjem, spojem, T-spojem ali pod katerimkoli kotom. Kvalificirani varilci svetujejo spodnjo pozicijo šiva, vendar vas morajo voditi vaši pogoji, lahko uporabite vodoravni ali navpični šiv.
Za delo boste potrebovali:
varilni stroj, elektrode, zaščito za obraz in rokavice, pritrdilno napravo cevi; smirkov papir in kovinska ščetka. Izbira elektrode
 Elektrode
Elektrode
Kakovost povezave je odvisna od katere elektrode kuhamo profilno cev. Elektroda majhnega premera ne bo zagotovila trdnosti šiva, prevelika debelina pa bo privedla do izgorevanja cevi. Primerna elektroda mora vzdrževati enakomerno lok in preprečevati oksidacijske procese.
Profilne cevi istega premera so varjene z neuporabnimi elektrodami z uporabo argona kot zaščitnega plina.
Izbira premera elektrode je odvisna od velikosti sten cevi. Za tanke kovine do 2 mm bo naredila elektroda Ø 1,5 mm, za debelejšo kovino 2-3 mm pa bo potrebna elektroda Ø 2 mm. Za kovine bolj impresivne debeline - 4-6 mm je potrebna elektroda Ø 4 mm.
 Tabela za zvarjevalno varjenje Deli za varjenje so pritrjeni na posebno mizo ali izdelani za to vpenjalo. Iz njih je treba odstraniti umazanijo in maziva. Za zavarovanje konstrukcije se izvaja točkovno lepljenje kovine. Po poravnavi se izvede glavni postopek. Varjenje obloka vodi s hitrostjo, ki omogoča, da se robovi stopijo, vendar kovina nima časa za pretok v notranjost.
Tabela za zvarjevalno varjenje Deli za varjenje so pritrjeni na posebno mizo ali izdelani za to vpenjalo. Iz njih je treba odstraniti umazanijo in maziva. Za zavarovanje konstrukcije se izvaja točkovno lepljenje kovine. Po poravnavi se izvede glavni postopek. Varjenje obloka vodi s hitrostjo, ki omogoča, da se robovi stopijo, vendar kovina nima časa za pretok v notranjost. Ni splošnega priporočila o pravilnem izvajanju varjenja, optimalna hitrost je izbrana na praktičen način.
Za cevi s tankimi stenami se varjenje izvede v enem koraku, da se združijo debele kovine, kar pomeni, da je za varjenje vseh plasti potrebno več prehodov. Robovi vam omogočajo, da izvedete več šivov in zmanjšate kovinski stres. Na način obločnega varjenja vplivajo: jakost toka, polarnost, premer elektrode, napetost, vrsta toka. Tok lahko variira od 20 do 90 amperov, izračuna se na podlagi debeline elektrode. Pri delu s tanko kovino se priporoča enosmerni tok s povratno polarnostjo.
Med varjenjem se tvori žlindra, ki zmanjšuje trdnost zvara in jo je treba občasno snemati. Ko se šiv ohladi, se odstrani. Mesta, ki se segrejejo na visoke temperature, hitreje rjave, zato zahtevajo temeljito zaščito pred korozijo. 2
Plinsko varjenje
Delo zahteva: 17 kisikovega valja; -
-
- valj z acetilenom,
palice za polnjenje, gorilnik in konice, cevi za dovod plina do gorilnika.
Varjenje kovin Varjena konstrukcija zahteva pritrditev in čiščenje površine, z debelino kovinske stene. od 5 mm je izveden poševni rob. Predoblikovanje površin, ki jih je treba variti, s pretokom, bo ustvarilo folijo, ki ščiti pred oksidacijo in krepi šiv. Zgorevanje ohranja mešanico kisika in acetilena, kar povzroča, da staljena kovina zapolni vrzel. Ta metoda je manj pogosta, ker je dražja, delo z plinsko opremo pa je bolj nevarno in zahteva strokovno usposabljanje plinskega varilca. Za izboljšanje njegove kakovosti omogoča aditiv, ki je izbran posebej za ta namen. Za cevi s tankimi stenami se uporablja metoda varjenja z desne proti levi. Polnilna palica se napaja pred gorilnikom. Enotno taljenje dodatka in robov omogoča oblikovanje zanesljivega in gladkega šiva. Prevleka z varjenjem ustvarja film, ki ščiti pred oksidacijo. Cevi z debelimi stenami se spnejo od leve proti desni, dodatek se nahaja za gorilnikom. Po hlajenju bo treba izboljšati šiv. Vsaka stopnja zahteva preverjanje geometrije, pri ugotavljanju izkrivljanj pa je potrebno izravnati strukturo.
Plinski gorilniki se zaradi visoke temperature ne smejo uporabljati za priključitev tankostenskih čelnih cevi, ker se robovi izdelkov stopijo in deformirajo.
Plinsko varjenje je dražja metoda, saj je nakup acetilena bistveno dražji od električne energije, ki se uporablja za obločno varjenje. Toda v odsotnosti vira energije postane nepogrešljiv. Uporovno varjenje

Ta metoda se ne uporablja v vsakdanjem življenju in jo uporabljajo samo profesionalni varilci. Uporablja se na mestih, kjer je nameščena posebna oprema. Ta zapletena vrsta varjenja se izvaja zaradi pritiska elektrod na delih in s hkratnim prenosom električnega toka. Postopek poteka brez uporabe aditivov. Uporovno varjenje zagotavlja zanesljivo lepljenje robov. Plastična deformacija zaradi stiskanja in kratkotrajno povečanje temperature zaradi prenosa toka tvorita integralno kovinsko povezavo.
Koristni nasveti
 Trden okvir iz oblikovane cevi
Trden okvir iz oblikovane cevi
Varjenje oblikovanih cevi z lastnim roke imajo več skrivnosti:
- Deformacija zaradi visoke temperature je bolj izrazita kot pri okroglih ceveh.
Taljenje kovine lahko privede do prekrivanja notranjega prostora. V primeru, ko je votlina cevi pomembna, se morate prepričati, da v izdelku ni kapljic kovine. - Končna povezava povzroča nastanek visoke napetosti na vogalih zaradi neenakomernega segrevanja in nepravilnega oblikovanja kovinskih valjev.
Z malo izkušnjami z varilnim strojem lahko enostavno zvarite potrebno konstrukcijo oblikovanih cevi. Videoposnetki s pojasnili profesionalnih varilcev bodo pomagali razumeti podrobnosti.
Video
Ta video prikazuje, kako se polavtomatsko varjenje profilnih cevi izvaja z varilno žico:
Ta video ni izobraževalne narave. Prikazana metoda omogoča, brez spretnosti, varjenje precej tankih profilov brez zgorevanja:
Enostavna uporaba in visokokakovostni šiv, kot tudi možnost uporabe obločnega varjenja za delo na težko dostopnih mestih, je to metodo zelo priljubila. . Uporaba pri izdelkih z debelino stene več kot 4 mm zahteva pripravo roba. Za delo potrebujete varilni stroj, ki ga lahko najamete, če ga nimate.
Profilna cev je privarjena na različne načine: s prekrivanjem, spojem, T-spojem ali pod katerimkoli kotom. Kvalificirani varilci svetujejo spodnjo pozicijo šiva, vendar vas morajo voditi vaši pogoji, lahko uporabite vodoravni ali navpični šiv.
Za delo boste potrebovali:
varilni stroj, elektrode, zaščito za obraz in rokavice, pritrdilno napravo cevi; smirkov papir in kovinska ščetka. Izbira elektrode
Kakovost povezave je odvisna od katere elektrode kuhamo profilno cev. Elektroda majhnega premera ne bo zagotovila trdnosti šiva, prevelika debelina pa bo privedla do izgorevanja cevi. Primerna elektroda mora vzdrževati enakomerno lok in preprečevati oksidacijske procese.
Profilne cevi istega premera so varjene z neuporabnimi elektrodami z uporabo argona kot zaščitnega plina.
Izbira premera elektrode je odvisna od velikosti sten cevi. Za tanke kovine do 2 mm bo naredila elektroda Ø 1,5 mm, za debelejšo kovino 2-3 mm pa bo potrebna elektroda Ø 2 mm. Za kovine bolj impresivne debeline - 4-6 mm je potrebna elektroda Ø 4 mm.
Ni splošnega priporočila o pravilnem izvajanju varjenja, optimalna hitrost je izbrana na praktičen način.
Za cevi s tankimi stenami se varjenje izvede v enem koraku, da se združijo debele kovine, kar pomeni, da je za varjenje vseh plasti potrebno več prehodov. Robovi vam omogočajo, da izvedete več šivov in zmanjšate kovinski stres. Na način obločnega varjenja vplivajo: jakost toka, polarnost, premer elektrode, napetost, vrsta toka. Tok lahko variira od 20 do 90 amperov, izračuna se na podlagi debeline elektrode. Pri delu s tanko kovino se priporoča enosmerni tok s povratno polarnostjo.
Plinsko varjenjeMed varjenjem se tvori žlindra, ki zmanjšuje trdnost zvara in jo je treba občasno snemati. Ko se šiv ohladi, se odstrani. Mesta, ki se segrejejo na visoke temperature, hitreje rjave, zato zahtevajo temeljito zaščito pred korozijo. 2 Delo zahteva:
17 kisikovega valja;
Varjenje kovin- valj z acetilenom,
palice za polnjenje, gorilnik in konice, cevi za dovod plina do gorilnika.Varjena konstrukcija zahteva pritrditev in čiščenje površine, z debelino kovinske stene. od 5 mm je izveden poševni rob. Predoblikovanje površin, ki jih je treba variti, s pretokom, bo ustvarilo folijo, ki ščiti pred oksidacijo in krepi šiv. Zgorevanje ohranja mešanico kisika in acetilena, kar povzroča, da staljena kovina zapolni vrzel. Ta metoda je manj pogosta, ker je dražja, delo z plinsko opremo pa je bolj nevarno in zahteva strokovno usposabljanje plinskega varilca. Za izboljšanje njegove kakovosti omogoča aditiv, ki je izbran posebej za ta namen. Za cevi s tankimi stenami se uporablja metoda varjenja z desne proti levi. Polnilna palica se napaja pred gorilnikom. Enotno taljenje dodatka in robov omogoča oblikovanje zanesljivega in gladkega šiva. Prevleka z varjenjem ustvarja film, ki ščiti pred oksidacijo. Cevi z debelimi stenami se spnejo od leve proti desni, dodatek se nahaja za gorilnikom. Po hlajenju bo treba izboljšati šiv. Vsaka stopnja zahteva preverjanje geometrije, pri ugotavljanju izkrivljanj pa je potrebno izravnati strukturo.
Plinski gorilniki se zaradi visoke temperature ne smejo uporabljati za priključitev tankostenskih čelnih cevi, ker se robovi izdelkov stopijo in deformirajo.Plinsko varjenje je dražja metoda, saj je nakup acetilena bistveno dražji od električne energije, ki se uporablja za obločno varjenje. Toda v odsotnosti vira energije postane nepogrešljiv.
Uporovno varjenje
Ta metoda se ne uporablja v vsakdanjem življenju in jo uporabljajo samo profesionalni varilci. Uporablja se na mestih, kjer je nameščena posebna oprema. Ta zapletena vrsta varjenja se izvaja zaradi pritiska elektrod na delih in s hkratnim prenosom električnega toka. Postopek poteka brez uporabe aditivov. Uporovno varjenje zagotavlja zanesljivo lepljenje robov. Plastična deformacija zaradi stiskanja in kratkotrajno povečanje temperature zaradi prenosa toka tvorita integralno kovinsko povezavo.
Koristni nasveti
Varjenje oblikovanih cevi z lastnim roke imajo več skrivnosti:
- Deformacija zaradi visoke temperature je bolj izrazita kot pri okroglih ceveh.
Taljenje kovine lahko privede do prekrivanja notranjega prostora. V primeru, ko je votlina cevi pomembna, se morate prepričati, da v izdelku ni kapljic kovine.- Končna povezava povzroča nastanek visoke napetosti na vogalih zaradi neenakomernega segrevanja in nepravilnega oblikovanja kovinskih valjev.
Z malo izkušnjami z varilnim strojem lahko enostavno zvarite potrebno konstrukcijo oblikovanih cevi. Videoposnetki s pojasnili profesionalnih varilcev bodo pomagali razumeti podrobnosti.
Video
Ta video prikazuje, kako se polavtomatsko varjenje profilnih cevi izvaja z varilno žico:
Ta video ni izobraževalne narave. Prikazana metoda omogoča, brez spretnosti, varjenje precej tankih profilov brez zgorevanja:
Iskanje
povezani članki
polaganje plošč in vezanega lesa (video) \ t

Kljub številnim možnostim za uporabo talnih oblog s sodobnimi tehnologijami je polaganje talnih oblog v lagu še vedno priljubljena tehnologija med razvijalci. Postopek, povezan z vnaprejšnjo montaž...
Kakšen je naklon kanalizacijske cevi mora biti
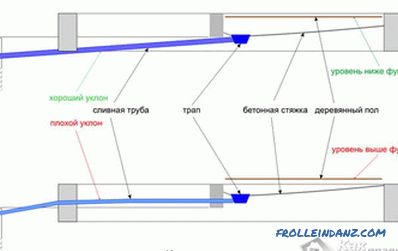
Pri načrtovanju in namestitvi kanalizacijskega sistema je treba poznati pravilen naklon kanalizacijske cevi. Sistem je gravitacija, drenaže se gibljejo skozi cevi pod vplivom gravitacije. Če ne izbe...
zgradite leseno hišo z lastnimi rokami

V krajšem času je mogoče zgraditi leseno hišo z lastnimi rokami v primerjavi s hišami iz kamna in opeke, poleg tega pa so veliko cenejše, še posebej tudi zato, ker imajo majhno težo, kar ni vključu...
Kako izbrati plinski generator

Kje poleti naj bi šel človek? Seveda, v državo, če jo, seveda, imate. Povejte, kaj vam je všeč, in počitniška koča ima svoje čare. Zdaj pa si zamislite, da zvečer greste v vašo podeželsko hišo, vend...
Vrste hladilnikov za dom - podroben pregled

Sodobni proizvajalci ponujajo široko paleto modelov gospodinjskih hladilnikov, ki se razlikujejo ne le po svojih konstrukcijskih značilnostih, temveč tudi po svojem delovnem principu. Pogosto je za...